-

上海紫邦科技有限公司
主营:发电机线圈成形加工设备,电机线圈成形加工设备,电机铁芯绝缘及叠装设备,发电机铁芯绝缘及叠装设备 - 18019248867

上海紫邦科技有限公司
主营:发电机线圈成形加工设备,电机线圈成形加工设备,电机铁芯绝缘及叠装设备,发电机铁芯绝缘及叠装设备 5
5
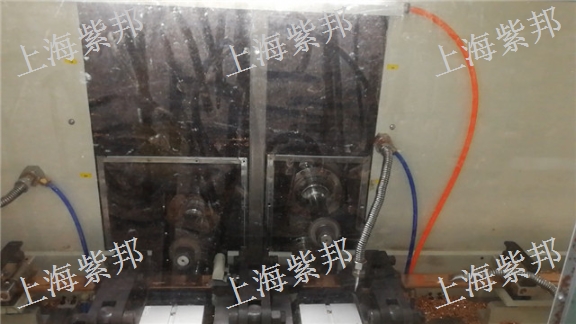
铣槽机技术源自日本,早在九几年的时候由台资企业在大陆投资设厂,专业研发自动化非标设备,其主产品以二次加工设备为主。较早的设备由以铣槽;铣扁;钻孔;攻丝为主,以自动化为发展目标,配合振动盘,湖南发电机定子线圈铣孔铣槽设备供应,湖南发电机定子线圈铣孔铣槽设备供应,湖南发电机定子线圈铣孔铣槽设备供应,实现全自动化,设备发展至今,在技术方面已经非常成熟了,现在设备的加工应用范围将更为普遍,如:在原铣扁的基础上加装钻孔、攻丝、倒角、缩口等工艺,减少二次加工的重复装夹,避免了在生产中更多的误差,不论从效率还是从品质,都比以前较大的提升了许多。读者通过对这种设备更深层的了解,为您在生产中直接选择设备提供的产品和服务及深层次的技术内涵,并相信能为您能提供较佳的解决方案。铣槽简单的说就是采用带有底刃刀具,切削成一个槽。湖南发电机定子线圈铣孔铣槽设备供应
铣槽机主要专属于各种五金件之铣槽(开槽,剖槽),该机采用PLC编程,结构合理,性能优越,是五金加工行业的理想加工机械。铣槽机底座采用优良铸件,主轴轨道高周波热处理后精密研磨,耐磨性强,精度稳定。适合加工自动车床车制后需剖面,剖槽之专属机型。加工零件可方可圆,可根据客户之需求量身订做。铣槽机目前是世界上较先进的硬岩成槽设备,主要用于建筑基础及地下连续墙施工,该设备适用于地质情况复杂、岩层较硬和特殊岩性的地层。铣槽机适应范围广,施工效率高,成槽过程全自动控制,成槽精度高,成墙质量好,施工过程对周边环境影响小。发电机定子铜排铣孔铣槽设备型号铣槽机适应范围广,施工效率高,成槽过程全自动控制。
铣槽机就是改变传统自动化电器控制,采用液压与电气控制相结合,从而实现铣槽机加工产品工艺的自动化的整个过程。特别是自动车床系列后续的二次加工工艺亦是在铣槽机上表现的**,可加装自动送退料装置,全自动化进行切削,快走慢近刀,一个人可同时操作3-5台机器,在类似同类机床中具有速度快、定位准、效率高的特点在同等的体积下,液压装置能比电气装置产生出更多的动力,因为液压系统中的压力可以比电枢磁场中的磁力大出30~40倍。在同等功效下,液压装置的体积小,重量轻,结构紧凑。
通过与传统加工方法(使用立式车床)加工对比,立铣加工平均1个槽耗时0.5h,按工件上12个槽加工量计算,加上工件两次装夹及找正的时间,一台机床加工1个零件(包括使用数控机床)至少需要7h。原因在于5mm的立铣刀铣窄槽时铣削速度快则铣刀易折断,铣削速度慢则效率不高。而使用该装置进行加工,锯片铣刀的进给可达立铣进给的数倍,每个加工部位不**过6min。因为1次定位,可加工2处槽,故只需定位4次即可完成工件正反两面所有槽的加工,然后加上工件定位紧固的时间,整个工件所需时间可缩短至2h。铣槽机安全操作规程:操作人员在铣切进行时,应当先启动吸尘系统,以防木屑堵塞机器。
铣槽时的主要挑战一般是排屑。切屑问题往往会损害生产效率、降低零件质量或导致刀具破裂,在加工窄槽和深槽时尤为严重。CoroMillQD专属于铣槽和切断工序,具有经过优化的槽形和*特的内冷却液供应,能够有效解决切屑问题。切屑在刀片槽形的作用下发生变形(切屑宽度窄于槽宽),然后在冷却液的帮助下排出。另外,CoroMillQD还可确保更长且可预测的刀具寿命,这样就使其成为安全且无故障生产工艺的可靠解决方案。目前我们已推出了各种不同的接柄作为此类新刀具的补充。无论选择机床是中小型加工中心,还是大型加工中心或多任务机床,这些接柄都能与CoroMillQD刀具组合使用。SilentTools™接柄可用于大悬伸加工。内冷却液可通过从接柄到刀具四条通道传送的解决方案进行传送。在用于CoroMillQD的新接柄上运用这种解决方案后,就能够将冷却液顺利传送至容屑槽中。在产品表面加工出槽,采用普通铣刀加工时特别容易出现毛刺,由于对槽的光滑度要求严格。四川发电机定子铜排铣孔铣槽设备厂家电话
铣槽机安全操作规程:此机器为专人专属机械,非操作人员严禁开机操作,执意操作者后果自负。湖南发电机定子线圈铣孔铣槽设备供应
自动铣槽机的设计理念:设备人性化设计,主要考虑现在生产离不开人性化设计的前身是人体工程学的出现和发展,人体工程学起源于欧美,原先是在工业社会中,开始大量生产和使用机械设施的情况下,探求人与机械之间的协调关系,作为单独学科有40多年的历史。及至当今,社会发展向后工业社会、信息社会过渡,重视“以人为本”,为人服务,人体工程学强调从人自身出发,在以人为主体的前提下研究人们衣、食、住、行以及一切生活、生产活动中综合分析的新思路。为摆脱中国发展30多年的手工式作业,自动铣槽机设计首先以安全,舒适,高效为设计理念,采用自动化设计,轻松完成生产工作,真正的实现劳动所产生的快乐及价值。湖南发电机定子线圈铣孔铣槽设备供应