-

上海紫邦科技有限公司
主营:发电机线圈成形加工设备,电机线圈成形加工设备,电机铁芯绝缘及叠装设备,发电机铁芯绝缘及叠装设备 - 18019248867

上海紫邦科技有限公司
主营:发电机线圈成形加工设备,电机线圈成形加工设备,电机铁芯绝缘及叠装设备,发电机铁芯绝缘及叠装设备 5
5
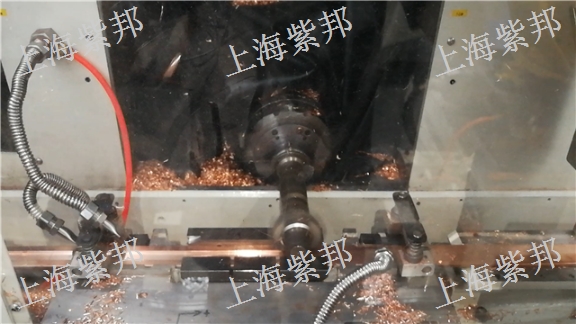
铣槽机如何做到高精度:一台好的铣槽机,要怎么做到即高效,高精度,又可以节省人工呢,这是许多五金加工企业,在选购机床时较常问到的问题.其实一台好的铣槽机,只要在选购时注意这三点就可以了。*1点,机床的轨道材质及加工工艺,现在市面上铸铁轨道的材质分许多种,至于哪种好,哪种坏,这个靠客户自己去分别,其实是加工的工艺,用什么样的热处理方式,江苏铣孔铣槽设备批发。*二点,刀座的组装工艺及轴承的选用,好的组装工艺,不但能够保证,机床的稳定性还能够让刀具使用的寿命更长。*三点,一定要使用优良的机床配件只有具用以上三点的铣槽机床,江苏铣孔铣槽设备批发,才能保证长时间的稳定运行。铣槽切削过程中,江苏铣孔铣槽设备批发,根据不同的材质和加工的要求,对机床整体的要求也会比较高。江苏铣孔铣槽设备批发
目前,我国已成为世界上飞机零部件的重要生产国,波音、空客等世界**飞机制造公司都在我国生产多种飞机、发动机零部件(尾翼、机身、舱门等),这些零部件的加工生产必须采用先进的加工装备和加工工艺。与此同时,国外不断涌现出大量高速、高效、柔性、复合、环保的切削加工新技术,使得切削加工技术发生了根本性的变化。在当今机械工业产品发展迅猛、更新换代频繁的时代,特别针对**密集的航空、模具行业,螺旋铣孔技术提高了制孔工艺效率、产品质量和企业收益率。这种技术采用了全新的、先进的工艺,在新型材料(如碳纤维复合材料、钛合金等)上打孔,也能取得非常高的孔质量,从而为促进企业新产品的开发提供了保证。江苏铣孔铣槽设备批发偏心加工的方式使得切屑有足够的空间从孔槽排出,排屑方式不再是影响孔质量的主要因素。
整体硬质合金槽铣刀是在刀柄前端用螺钉固定一个可更换的刀头(或刀片)。刀片式槽铣刀则是采用安装在刀体上刀座中的可转位刀片。根据加工直径要求,HORN美国公司可以提供整体式和刀片式槽铣刀。刀片式槽铣刀可能不适合加工小内径孔中的沟槽。HORN通常在直径**过10mm时才会采用刀片式槽铣刀。随着直径的增大,整体硬质合金刀具的成本也会逐渐增大,因此,大直径沟槽是刀片式槽铣刀的“用武之地”。使用刀片式槽铣刀可能遇到的问题是,其加工精度可能没有整体硬质合金槽铣刀高,这是因为刀片式铣刀上有可更换部件,因此不可能保持与整体式铣刀相同的精度。
当直径足够大时,可转位刀片式槽铣刀具有更好的经济性。比如说,整体硬质合金槽铣刀的价格为150美元,刀片式槽铣刀的刀体价格也是150美元,有3个或6个刀齿的可更换刀头(刀片)价格为25美元。如果整体式和刀片式槽铣刀都可以加工1,000个槽,那么从长期来看,整体硬质合金槽铣刀的使用成本更高,因为一旦刀具磨损,用户就必须再购买一把全新的刀具(不建议对磨损的槽铣刀进行重磨)。如果使用刀片式槽铣刀,用户只需每次支付25美元更换一个刀头即可。螺旋铣孔属于断续切削,较低的铣削力使得加工的孔无毛刺。
铣槽机就是改变传统自动化电器控制,采用液压与电气控制相结合,从而实现铣槽机加工产品工艺的自动化的整个过程。特别是自动车床系列后续的二次加工工艺亦是在铣槽机上表现的**,可加装自动送退料装置,全自动化进行切削,快走慢近刀,一个人可同时操作3-5台机器,在类似同类机床中具有速度快、定位准、效率高的特点在同等的体积下,液压装置能比电气装置产生出更多的动力,因为液压系统中的压力可以比电枢磁场中的磁力大出30~40倍。在同等功效下,液压装置的体积小,重量轻,结构紧凑。铣槽机适应范围广,施工效率高,成槽过程全自动控制。发电机定子铜排铣孔铣槽设备
铣槽机该设备适用于地质情况复杂、岩层较硬和特殊岩性的地层。江苏铣孔铣槽设备批发
开展了MQL条件下钛合金螺旋铣孔工艺研究和高压油雾对CFRP材料影响试验研究。通过与干切削和浇注切削的对比,重点研究了MQL条件下,钛合金螺旋铣孔过程中切削力和加工孔表面粗糙度随切削参数变化的趋势;在恒定加工参数下研究了不同冷却润滑条件下刀具寿命以及刀具磨损机理;试验结果表明在钛合金螺旋铣孔过程中,微量润滑表现要远远好于干切削,在刀具寿命方面甚至要好于浇注切削,证明了钛合金螺旋铣孔过程中,MQL完全可以替代传统浇注切削。通过高压油雾喷射CFRP层上已加工孔,检测CFRP层加工孔分层和尺寸变化情况,发现高压油雾不会导致CFRP层上已加工孔尺寸和精度发改变。证明了微量润滑可以应用于碳纤维复合材料/钛合金叠层材料的螺旋铣孔加工。开展了MQL条件下CFRP/钛合金叠层构件螺旋铣孔试验研究。通过与干切削对比,重点研究了MQL条件下,叠层加工过程中切削力和加工孔质量随切削参数变化趋势,以及恒定加工参数条件下刀具寿命及刀具磨损机理;结果表明MQL可以有效减缓刀具磨损,明显提高加工孔出入口质量。以上结果证明了微量润滑技术应用于CFRP/钛合金叠层材料的螺旋铣孔加工的有效性。江苏铣孔铣槽设备批发